
Kathryn Shaffer, John Schneider, Holli Gonder, Cassandra Allen, Shawn Flegm, Lan Deng, Brian Woodworth, Susan Miller, PPG, Strongsville, OH05.10.19
Introduction
Sharp edge coverage is a huge challenge for the coatings industry. The lack of coverage on sharp edges can compromise a coating’s performance. One of the major failures is rust/corrosion resulting from these exposed edges. Several approaches exist as solutions, both from the manufacturing standpoint and from a coatings/technical perspective. A well-known strategy in manufacturing involves the rounding off of sharp edges on parts prior to coating application. However, this adds significant cost from the manufacturing side. From the coatings standpoint, two-coat systems are the standard for many customers, but this requires two separate oven bakes, adding complexity to the process. This under layer doesn’t always apply at appropriate thicknesses that result in any true protection of those areas. Dry-on-dry approaches remove the double-bake complexity, but the performance hasn’t been found to be a match to the two-bake process. Furthermore, the difficulty in applying dry-on-dry technology makes it a less attractive choice. It is evident that innovation opportunities exist in improving on high-edge coverage.
Our team has developed a new, one-coat, direct-to-pretreated metal powder innovation which exceeds the corrosion protection performance of current technologies. This paper provides an overview of our approach toward the development of this new product.
The Challenge of Edge Protection
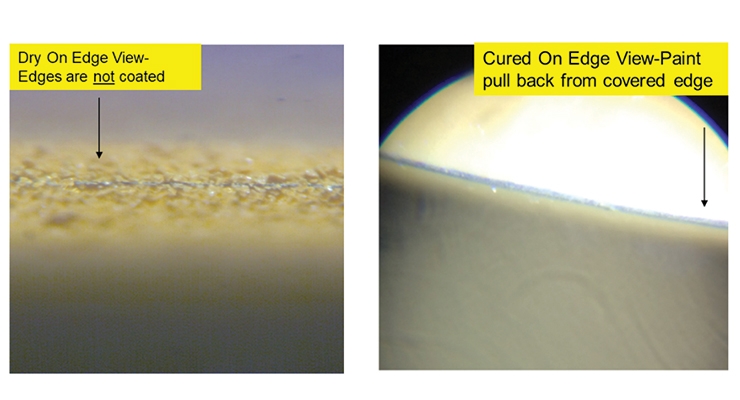
Why is protecting sharp edges on a metal part so difficult? The answer lies in the rheological changes that a paint (both liquid and powder) undergoes during the cure/bake process. Figure 1 shows the change that occurs to the paint on an edge post-cure.
The shrinkage of the paint during cure on an already-exposed edge causes it to flow even further away from the sharp edges, resulting in bare metal at the edge. This is the entry point for corrosion failure. So the challenge for improving corrosion performance at the edges is getting the paint to those edges and keeping it there during the cure. We have taken on both of these challenges.
Getting the Powder to the Edges
For powder paint, the application process is a bit more complex than for typical liquid spray products. When considering the electrostatics of a typical corona-gun powder application, we need to keep in mind the challenge that back ionization adds to the equation. Powder tends to be attracted at a faster rate to the edges during a typical powder spray, due to the extra charge buildup at the edges from the electric field. However, back-ionization of the powder occurs as a result of this quick, thick build, leading to both poor appearance and repulsion of powder from those edges. This same phenomenon of excessive charge build is the reason behind difficulties in spraying recessed areas of the part (otherwise known as the “Faraday Cage Effect”). We have incorporated specific proprietary additives into our powder formulation to promote transfer efficiency and allow for powder to build at the edges without the concern for back ionization, if proper application parameters are followed. We have also demonstrated in the field and have witnessed first-hand the ease at which these electrostatic additives allow for the penetration of the paint into those hard to cover, Faraday areas.
Keeping the Powder at the Edge
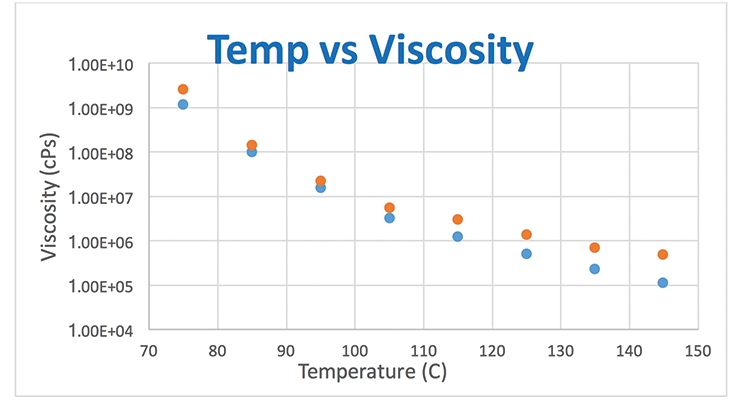
For a paint to stay at the edge during cure, the viscosity of the formulation needs to be considered. Any attempt to restrict flow can come at a cost for appearance. We have found a specific set of flow restriction tools that work together to accomplish the task of flow restriction without imparting such a highly negative impact on appearance. Figure 2 provides a viscosity comparison of two of our powders; one is a standard-cure powder developed for heavy-duty equipment customers; the other powder is one modified to promote high edge coverage, again, a standard-cure powder.
By restricting the flow of our formulation, we enable the powder to stay on those sharp edges during the cure cycle. If coated thick enough, a primer under-layer would no longer be required for providing corrosion protection; our hope is that protection could be obtained in one direct-to-metal layer as long as consistently thick film builds were achieved along the sharp edges. The goal through the course of our work has been to obtain film builds at the edge that would allow for this level of protection.
Results
Our early lab work focused on optimizing our powder formulations using both the electrostatic and flow-restriction tools already mentioned. Using standard powder as a starting point, we used our additives toolbox to restrict flow until a balance was achieved providing the best level of both appearance and corrosion protection for these systems. Shown in Figure 3 is work completed experimentally in-house, illustrating excellent corrosion protection over iron phosphate pretreated, laser-cut panels for a high-edge modified formulation, direct-to-metal, at 500 hours salt spray, versus a standard control powder.
Figure 4 provides another example of an experimental powder applied direct-to-metal, this time undergoing 40 cycles of SAEJ23334 corrosion testing over hot-rolled, iron phosphate pretreated steel. It should be noted that laser cut steel, in particular, is a challenging substrate for corrosion protection, as the oxides that form on the sharp edges due to the laser cutting process can be problematic for pretreatment, thus providing a weak point for corrosion entry. We demonstrate in Figure 4 the ability of our high-edge formula to cover these laser cut edges to the extent that they survive 40 cycles of corrosion testing. Note the excessive corrosion at the edges of the standard powder control when applied direct-to-metal.
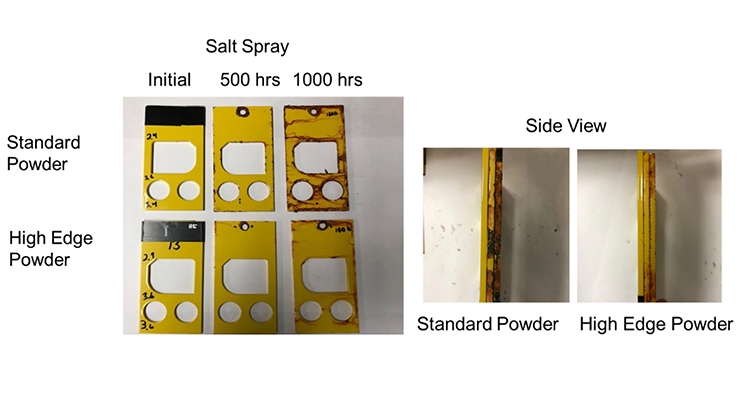
With the help of our commercial team, we took this technology out into the field and obtained excellent results from field trials. Figure 5 is a photo of 1000 hours salt spray results from two of our actual trial parts. For the High-Faraday areas, in particular, such as the sharp louver edges, the diminished corrosion level is evident on the high-edge powder coated part.
As evidenced in Figure 6, the mechanism behind our enhanced corrosion protection is the drastic increase in edge film build for our new high-edge powder versus a standard formulation. The SEM images of these parts show the stark contrast in thickness between these two formulations. With the level of edge coverage shown in Figure 5, film builds as high as 2.5 mils on the sharp edges can be obtained. This level of thickness removes the need for a primer under-layer, which has huge appeal for customers who want to save cost by decreasing the complexity of their line process. Production efficiency would be increased due to the need for only one coating line, and only one bake time would be required.
Figure 7 shows another example of excellent sharp edge coverage, this time on punched out parts with large, ragged burred edges. These images provide a great example of our product’s ability to both get to those sharp edges and stay on the edges during cure, in contrast to a standard powder formula.
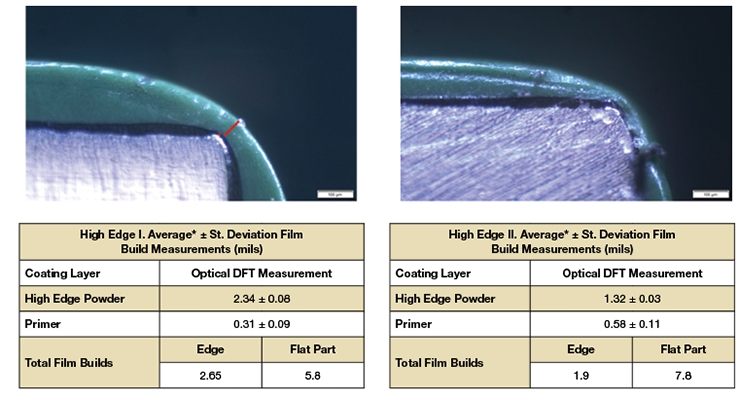
Shown in Figure 8 is an optical example comparing a high-edge formulation to a standard formula. For this trial, primer-coated parts were taken through the line and coated with our high-edge formulation along with a standard control powder. The optical images in Figure 8 show complete lack of coverage of the standard topcoat over primer, whereas our high-edge formula shows significant film build at the sharp edges.
Conclusion
We have demonstrated both in-house and in the field the ability to provide excellent one-layer corrosion protection to pre-treated metal. This protection is the result of the increased dry film thickness our powders provide at the sharp edges. With our ability to control transfer efficiency through additives and application, as well as flow restriction through our “edge toolbox”, we’ve brought a level of innovation to powder that surpasses current corrosion protection technology, without sacrificing heavily on appearance. This innovation has the potential for greatly simplifying corrosion protection in both the heavy-duty-equipment and general
finish worlds.
Sharp edge coverage is a huge challenge for the coatings industry. The lack of coverage on sharp edges can compromise a coating’s performance. One of the major failures is rust/corrosion resulting from these exposed edges. Several approaches exist as solutions, both from the manufacturing standpoint and from a coatings/technical perspective. A well-known strategy in manufacturing involves the rounding off of sharp edges on parts prior to coating application. However, this adds significant cost from the manufacturing side. From the coatings standpoint, two-coat systems are the standard for many customers, but this requires two separate oven bakes, adding complexity to the process. This under layer doesn’t always apply at appropriate thicknesses that result in any true protection of those areas. Dry-on-dry approaches remove the double-bake complexity, but the performance hasn’t been found to be a match to the two-bake process. Furthermore, the difficulty in applying dry-on-dry technology makes it a less attractive choice. It is evident that innovation opportunities exist in improving on high-edge coverage.
Our team has developed a new, one-coat, direct-to-pretreated metal powder innovation which exceeds the corrosion protection performance of current technologies. This paper provides an overview of our approach toward the development of this new product.
The Challenge of Edge Protection
Why is protecting sharp edges on a metal part so difficult? The answer lies in the rheological changes that a paint (both liquid and powder) undergoes during the cure/bake process. Figure 1 shows the change that occurs to the paint on an edge post-cure.
The shrinkage of the paint during cure on an already-exposed edge causes it to flow even further away from the sharp edges, resulting in bare metal at the edge. This is the entry point for corrosion failure. So the challenge for improving corrosion performance at the edges is getting the paint to those edges and keeping it there during the cure. We have taken on both of these challenges.
Getting the Powder to the Edges
For powder paint, the application process is a bit more complex than for typical liquid spray products. When considering the electrostatics of a typical corona-gun powder application, we need to keep in mind the challenge that back ionization adds to the equation. Powder tends to be attracted at a faster rate to the edges during a typical powder spray, due to the extra charge buildup at the edges from the electric field. However, back-ionization of the powder occurs as a result of this quick, thick build, leading to both poor appearance and repulsion of powder from those edges. This same phenomenon of excessive charge build is the reason behind difficulties in spraying recessed areas of the part (otherwise known as the “Faraday Cage Effect”). We have incorporated specific proprietary additives into our powder formulation to promote transfer efficiency and allow for powder to build at the edges without the concern for back ionization, if proper application parameters are followed. We have also demonstrated in the field and have witnessed first-hand the ease at which these electrostatic additives allow for the penetration of the paint into those hard to cover, Faraday areas.
Keeping the Powder at the Edge
For a paint to stay at the edge during cure, the viscosity of the formulation needs to be considered. Any attempt to restrict flow can come at a cost for appearance. We have found a specific set of flow restriction tools that work together to accomplish the task of flow restriction without imparting such a highly negative impact on appearance. Figure 2 provides a viscosity comparison of two of our powders; one is a standard-cure powder developed for heavy-duty equipment customers; the other powder is one modified to promote high edge coverage, again, a standard-cure powder.
By restricting the flow of our formulation, we enable the powder to stay on those sharp edges during the cure cycle. If coated thick enough, a primer under-layer would no longer be required for providing corrosion protection; our hope is that protection could be obtained in one direct-to-metal layer as long as consistently thick film builds were achieved along the sharp edges. The goal through the course of our work has been to obtain film builds at the edge that would allow for this level of protection.
Results
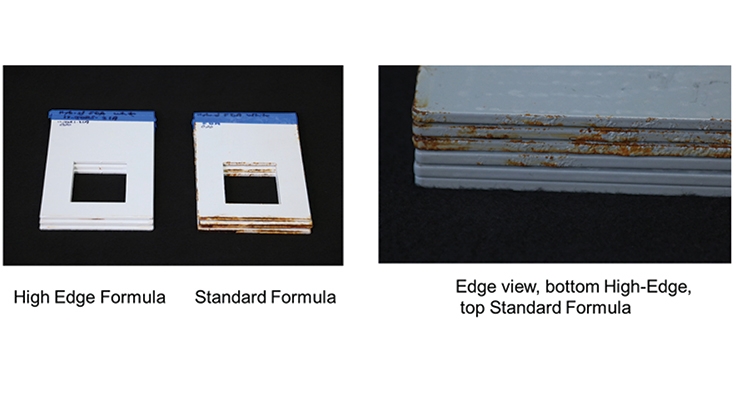
Our early lab work focused on optimizing our powder formulations using both the electrostatic and flow-restriction tools already mentioned. Using standard powder as a starting point, we used our additives toolbox to restrict flow until a balance was achieved providing the best level of both appearance and corrosion protection for these systems. Shown in Figure 3 is work completed experimentally in-house, illustrating excellent corrosion protection over iron phosphate pretreated, laser-cut panels for a high-edge modified formulation, direct-to-metal, at 500 hours salt spray, versus a standard control powder.
Figure 4 provides another example of an experimental powder applied direct-to-metal, this time undergoing 40 cycles of SAEJ23334 corrosion testing over hot-rolled, iron phosphate pretreated steel. It should be noted that laser cut steel, in particular, is a challenging substrate for corrosion protection, as the oxides that form on the sharp edges due to the laser cutting process can be problematic for pretreatment, thus providing a weak point for corrosion entry. We demonstrate in Figure 4 the ability of our high-edge formula to cover these laser cut edges to the extent that they survive 40 cycles of corrosion testing. Note the excessive corrosion at the edges of the standard powder control when applied direct-to-metal.
With the help of our commercial team, we took this technology out into the field and obtained excellent results from field trials. Figure 5 is a photo of 1000 hours salt spray results from two of our actual trial parts. For the High-Faraday areas, in particular, such as the sharp louver edges, the diminished corrosion level is evident on the high-edge powder coated part.
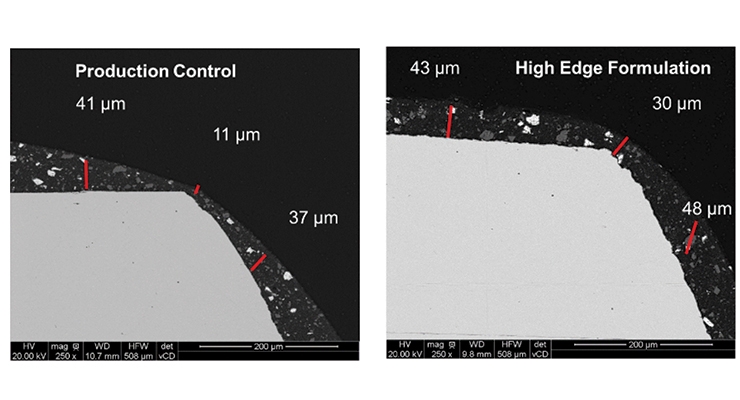
As evidenced in Figure 6, the mechanism behind our enhanced corrosion protection is the drastic increase in edge film build for our new high-edge powder versus a standard formulation. The SEM images of these parts show the stark contrast in thickness between these two formulations. With the level of edge coverage shown in Figure 5, film builds as high as 2.5 mils on the sharp edges can be obtained. This level of thickness removes the need for a primer under-layer, which has huge appeal for customers who want to save cost by decreasing the complexity of their line process. Production efficiency would be increased due to the need for only one coating line, and only one bake time would be required.
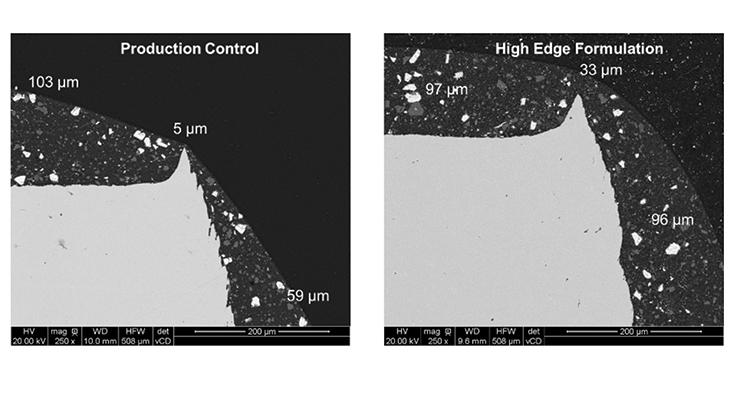
Figure 7 shows another example of excellent sharp edge coverage, this time on punched out parts with large, ragged burred edges. These images provide a great example of our product’s ability to both get to those sharp edges and stay on the edges during cure, in contrast to a standard powder formula.
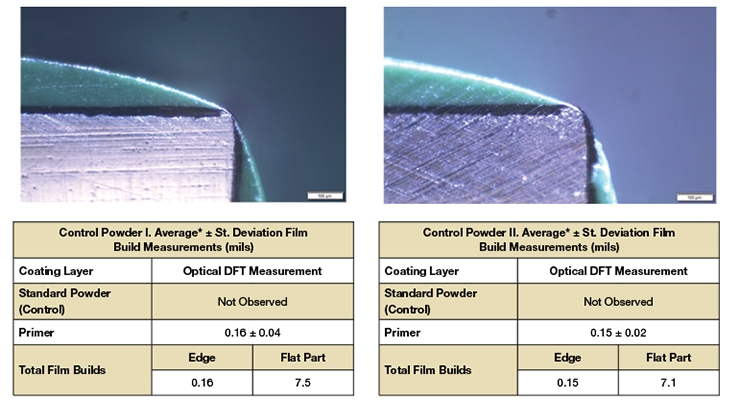
Shown in Figure 8 is an optical example comparing a high-edge formulation to a standard formula. For this trial, primer-coated parts were taken through the line and coated with our high-edge formulation along with a standard control powder. The optical images in Figure 8 show complete lack of coverage of the standard topcoat over primer, whereas our high-edge formula shows significant film build at the sharp edges.
Conclusion
We have demonstrated both in-house and in the field the ability to provide excellent one-layer corrosion protection to pre-treated metal. This protection is the result of the increased dry film thickness our powders provide at the sharp edges. With our ability to control transfer efficiency through additives and application, as well as flow restriction through our “edge toolbox”, we’ve brought a level of innovation to powder that surpasses current corrosion protection technology, without sacrificing heavily on appearance. This innovation has the potential for greatly simplifying corrosion protection in both the heavy-duty-equipment and general
finish worlds.