Jeffrey Janos and Michael E. O’Brien, Stepan Company, Northfield, IL03.08.19
Abstract
Formulators are required to comply with increasingly stringent VOC regulations and, at the same time, maintain the performance characteristics expected from the coating system. Traditionally, there have been three ways to reduce VOCs in coatings: by moving toward waterborne formulations, making higher solids coatings, or using “exempt” solvents. Waterborne technology greatly reduces the VOC content, but commonly lags behind the performance of solventborne coatings, while high solid systems are typically less economical per gallon. Systems containing exempt solvents can only be used from a regulatory point of view in specific areas of the globe. In order to overcome these challenges, we developed a new set of polyester polyols with low room temperature viscosities that reduce VOC content in coating formulations and provide excellent coating characteristics. This work demonstrates the use of these polyols in 2K polyurethane solventborne low VOC systems and describes their performance characteristics in preventative maintenance and floor coatings. This paper includes discussion of the adhesion to various metals and plastics, extended weatherability performance and starting point formulations.
Introduction
For years, coating formulators have been looking for ways to reduce the VOC level in coatings by increasing solids content, using waterborne technology and “exempt” solvents while maintaining adequate performance for the specific application. VOC regulations vary greatly in different regions of the world, which can increase the complexity and types of coating formulations for a particular application.1,2 Reduction of the VOC level allows compliance with these regulations, but in many cases, the coating performance declines.
Polyurethane is a versatile type of coating system that is used in a variety of applications such as flooring, metal, pipe and aircraft coatings. In polyurethane coatings, the ability to use different types of isocyanates and polyols provides a formulator with a wide latitude of materials to customize systems for a particular application. Several different chemistries are commonly used to produce urethane coatings, both solvent-based and water-based. Generally, solvent-based systems are highly regarded for their overall performance but can have less utility because of regulatory guidelines restricting the amount of VOC released to the environment. For solvent-based technologies, the reduction of solvent content while maintaining high performance is desired.
Current solventborne resin solutions used for flooring and preventative maintenance applications commonly contain over 30% solvent by weight in order to achieve workable viscosities. Solvent-free resins available today that are designed to be cross-linked with isocyanates include aspartic esters and polyether/polyester hybrids. Although these resins can reduce the viscosity and VOC levels in floor and industrial maintenance coatings, they may lack some of the other coating properties and processing advantages polyesters provide such as longer pot life, abrasion and solvent resistance.
We developed several polyester polyols that significantly reduce VOC levels in 2K solventborne polyurethane coatings, which give comparable or improved performance compared to existing resins that are commonly used for flooring and preventative maintenance applications. This paper details the formulation and performance properties of coatings made with these new resins.
Experimental
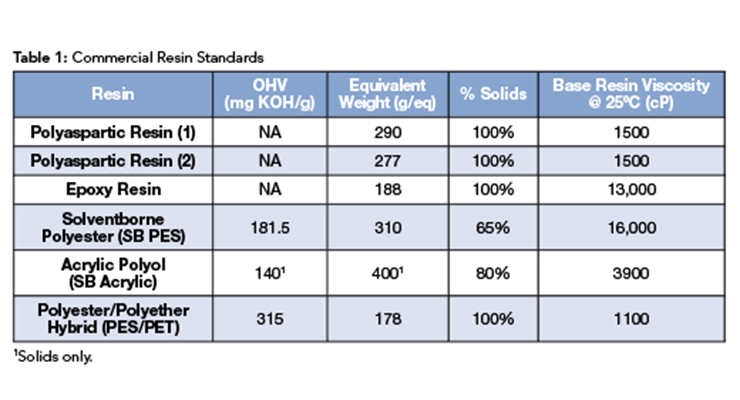
In this investigation, several industrial standard resins were used as controls. Standard resins are listed in Table 1 and were used as supplied.
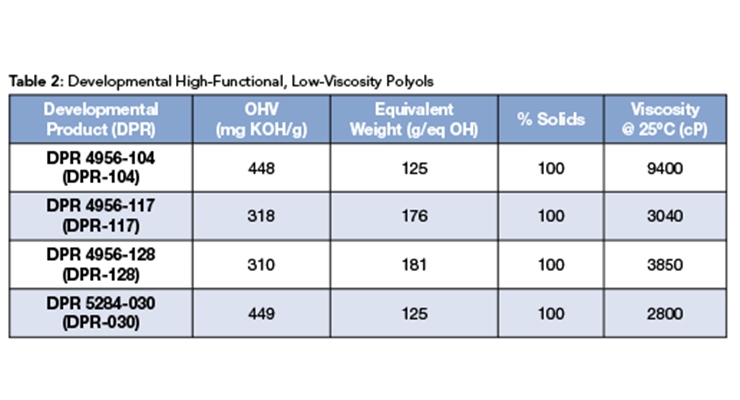
A series of new, high-performance polyester polyols were synthesized that have low viscosity (<10,000 cP at 25 °C) and high functionality (>2) in order to both reduce the VOC level and maintain and/or improve the properties in 2K solventborne coatings. Table 2 summarizes the properties of the resins.
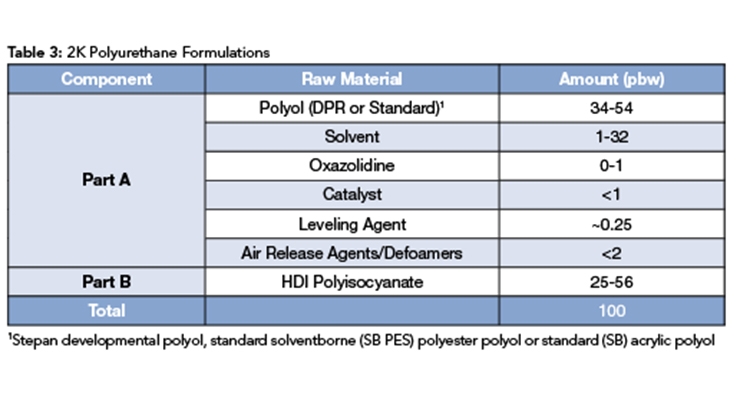
Table 3 shows the generic coating formulations used to make the 2K solventborne polyurethane coatings used in this study. Here, n-butyl acetate was used to adjust activated coating viscosities to 1000 cP at 25 °C when blended with a standard HDI polyisocyanate at a stoichiometric mix of 1 to 1. A standard solventborne polyester polyol (SB PES standard), standard solventborne high solids acrylic polyol (SB Acrylic standard), and a low viscosity polyether-polyester hybrid resin (PES/PET standard), were formulated in the same manner.
To reduce carbon dioxide formation from the reaction of isocyanates and water, the developmental resin formulations used an oxazolidine moisture scavenger. Air release agents and defoamers were added to the formulation to provide a defect-free film. After addition of the drying agent, mixtures were stirred for 15 minutes and allowed to rest at room temperature for a minimum of 18 hours. The remaining ingredients were then added and mixed for 15 minutes. The desired amount of isocyanate was then added to the polyol mixture and stirred at room temperature for 5 minutes. A small amount of activated polyurethane mixture was poured on S-16 steel specimen plates (Taber Industries, 4” x 4”), and cold rolled steel pre-painted panels (Q-Panel, .007” x 4” x 6”, Stock No. WW-46) and the mixture drawn down with a 150 micron wire-wound drawdown bar. The coatings were allowed to cure for a minimum of 7 days before testing.
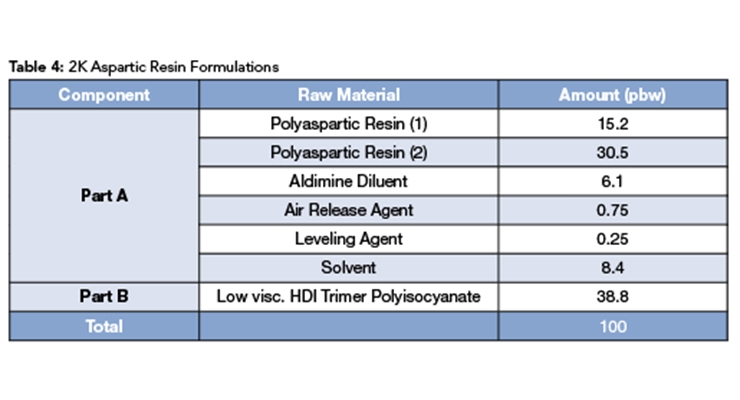
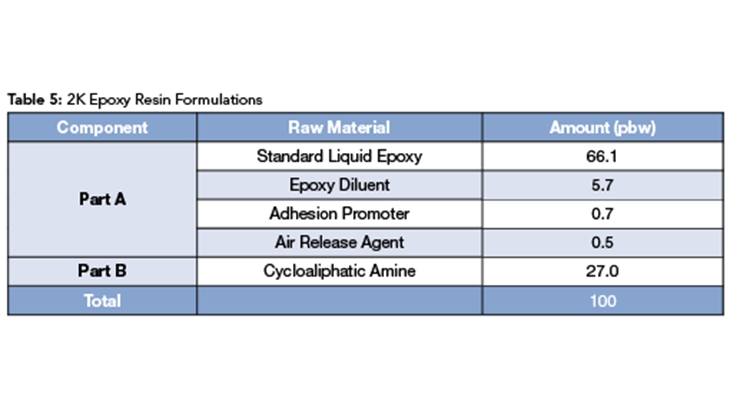
In addition to the above formulation, aspartic ester (aspartic) and cycloaliphatic amine epoxy (epoxy) formulations were developed for comparison purposes. Tables 4 and 5 detail these formulations.
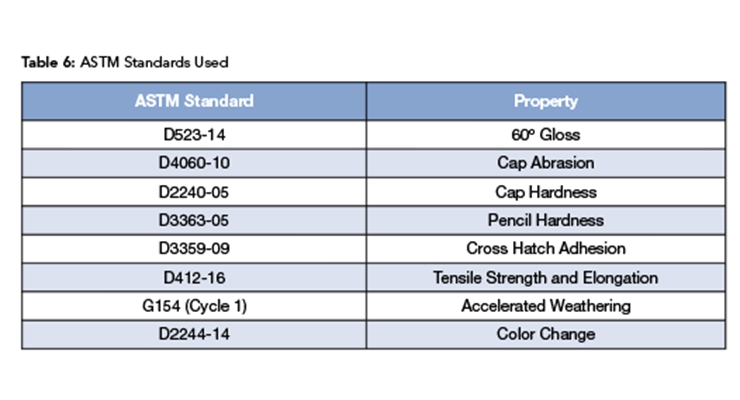
Table 6 shows the ASTM standards used to evaluate all coatings systems.
VOC calculations were completed using the South Coast Air Quality Management VOC Calculator (http://www.aqmd.gov/home/regulations/compliance/vocs/calculations). Taber abrasion testing used a CS-17 wheel with a 1 Kg load for 1000 cycles.
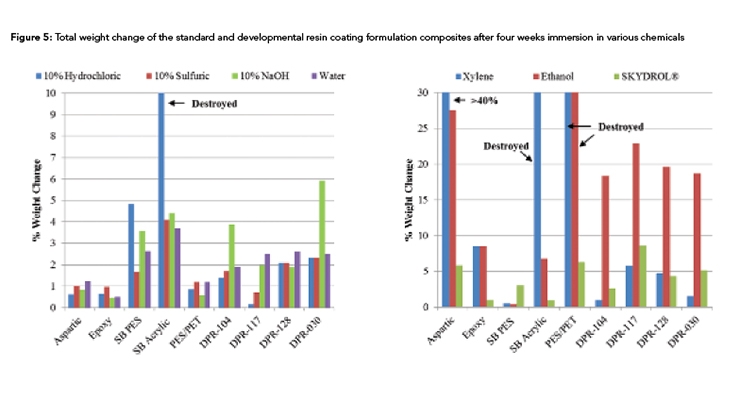
Chemical resistance testing was completed by making a ~3.5 g composite sample using the standard formulation, allowing it to cure for at least 7 days and then immersing into the desired testing solution for 4 weeks. The sample weight change was measured periodically and the results after four weeks were recorded. Samples destroyed before 4 weeks are noted in graphs (Figure 5). The numbers in the graphs represent the percent weight change of each sample after the duration of the test. The chemical resistance test is shown in Picture 1.
Weathering testing was done using a QUV Accelerated Weathering Tester (Q-Lab) using UVA 340 lamps. Color change (∆E) and 60° gloss were monitored over a 1500 hour period. Gloss measurements were performed using a BYK-Gardner Micro-TRI-Gloss meter. An X-Rite spectrophotometer was used for color measurements.
Results and Discussion
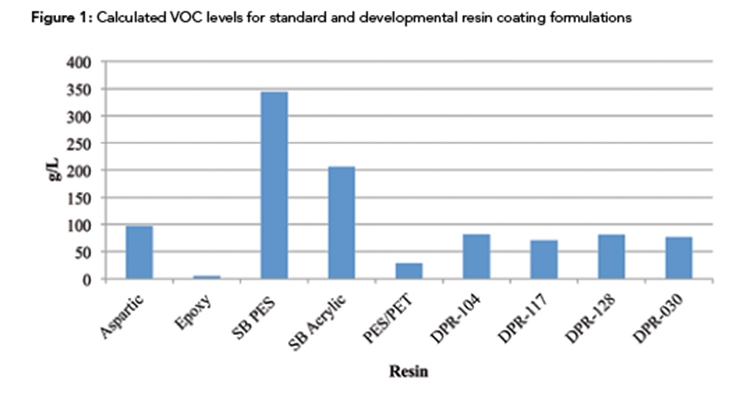
VOC content for each resin system was calculated by mixing a stoichiometric amount of curing agent (isocyanate or amine for the epoxy) and adding n-butyl acetate until the mixture reached 1000 cP at room temperature. VOCs were then calculated based on the 1000 cP formulation. Results are reported in Figure 1.
As Figure 1 shows, the four developmental polyols have lower VOC content than the solventborne polyester and acrylic polyol standards and are comparable to the aspartic and the hybrid polyester/polyether formulations. The epoxy resin formulation is 100% solids and has very little, if any, VOCs associated with it.
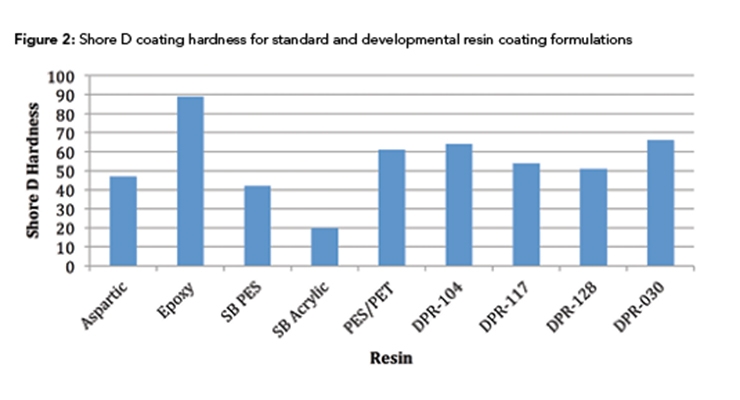
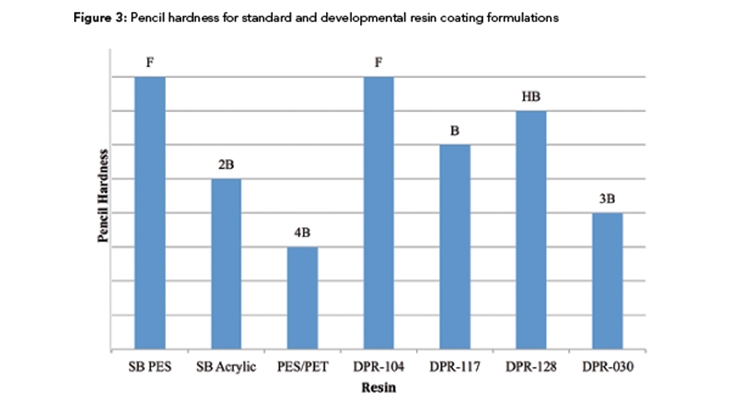
Cured coatings were evaluated for hardness. Shore D and pencil hardness were measured for each system for comparison. Results are reported in Figures 2 and 3.
Coatings prepared with DPR-104, -117, -128 and -030 had higher Shore D hardness compared to the aspartic, solventborne polyester and acrylic based resins. These had comparable hardness to the polyester/polyether standard and were softer than the epoxy-based system.
Pencil hardness of coatings based on our four new polyols had higher hardness than the polyester/polyether hybrid. Coatings made from DPR-104, -117 or -128 had higher hardness than the acrylic based resin and were comparable to the solventborne polyester resin. Results indicate that our new resins can produce coatings with comparable or higher hardness than the commercial standard polyols used for flooring and maintenance coating applications.
Additional experiments blending oxazolidine reactive diluents with DPR-104 resin increased hardness of the system compared to unmodified formulations. The addition of 20% oxazolidine to DPR-104 increased the Shore D hardness from 61 to 77, thus indicating that the addition of other reactive materials can enhance performance properties of the coating system and provide more latitude to coating formulators.
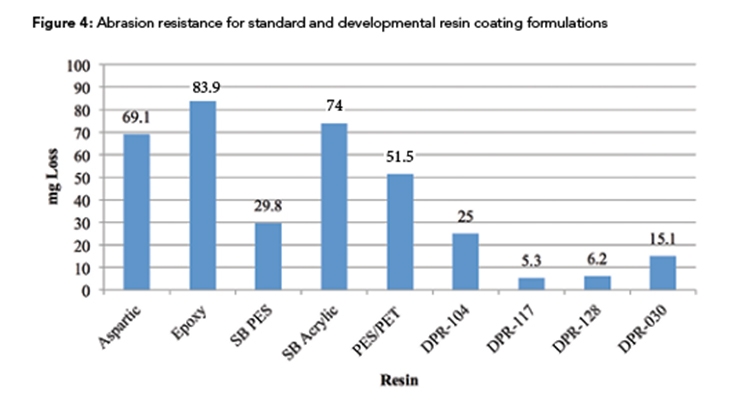
Abrasion resistance of each system was compared using the Taber® Abraser. Results are given in Figure 4.
Coatings from all four of our developmental resins had superior abrasion resistance as compared with the standards. These resins would provide excellent performance in applications requiring high abrasion resistance.
The chemical resistance of the new coating resins was tested against acids, bases, solvents, fluids and water as described in the Experimental section. Figure 5 illustrates results of these tests.
Coatings made from the new products offered comparable weight change performance to the standard resins for the mineral acids. The DPR-117 coating provided the best overall acid resistance, in particular with hydrochloric and sulfuric where it was better than the standards. For the base resistance testing, the new polyols showed comparable alkali resistance to the solventborne PES and acrylic standards, but were not as good as the other three standard resins. Comparable or less weight loss in water was seen for our four new resins compared to the solventborne PES and acrylic standards.
The DPR-104 sample had comparable xylene resistance to the solventborne PES standard while the three other new Stepan polyols performed better than the aspartic, epoxy, acrylic and polyester/polyether resin standards. Ethanol resistance was better for the four new resins compared to the aspartic and PES/PET standard but was not as good as the other standard resins. For fluid resistance, DPR-104 delivered the best SKYDROL resistance of the new polyol resins. DPR-104–based coatings provided better SKYDROL resistance than the aspartic and polyester/polyether standards but was not as good as the acrylic resin system.
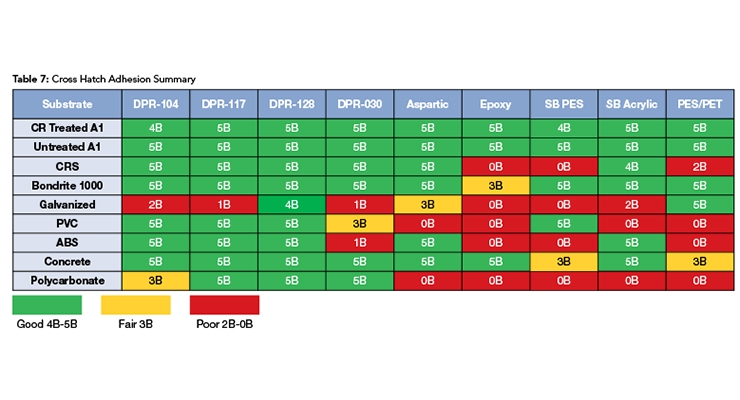
Our new polyols were tested for adhesion on a variety of substrates. Table 7 summarizes the results.
Overall, the adhesive results with the new Stepan polyols exhibited better adhesion to various substrates than the standards. In particular, Table 7 shows the DPR-128 had the highest adhesive rating of 5B for all substrates that were tested. Coatings made with the new polyol resins had excellent adhesion to metal substrates with the exception of galvanized steel. Bonding to plastics was significantly better with the new resin formulations compared to the control formulations.
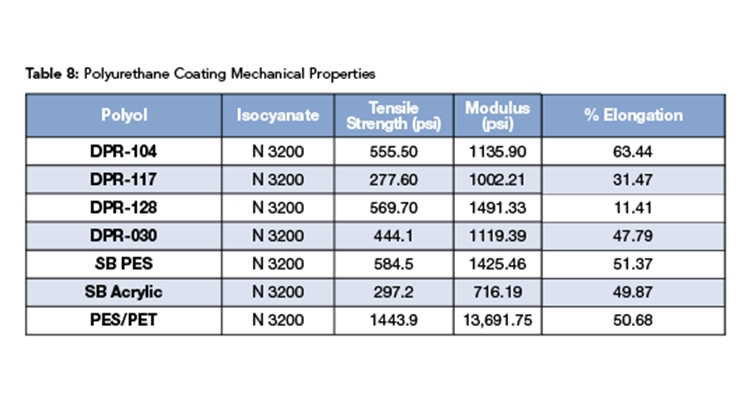
The mechanical properties of the new polyurethane systems were compared to selected standards and the results are shown in Table 8.
Three out of the four developmental polyurethane systems had comparable mechanical properties to the solventborne PES standard system. Tensile strength and modulus were higher for our new resin formulations compared to the acrylic resin control. The PES/PET standard system had higher tensile strength and modulus than the new polyol systems but lower elongation than DPR-104. Both the SB PES standard and SB Acrylic systems have higher VOC levels and the PES/PET standard did not have as good chemical resistance or abrasion resistance as the new resin formulation.
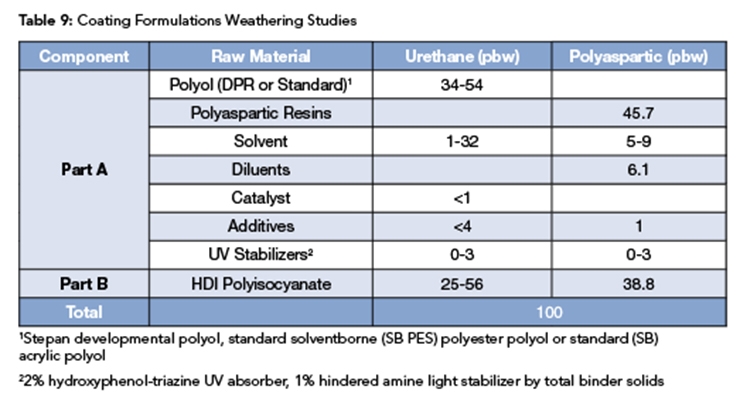
The new polyurethane coating systems were evaluated for extended weathering. In this study, formulations with and without UV stabilizers were used. The formulations without the UV stabilizer package were completed to examine how the new resin and standard formulations would change under the prescribed conditions. Formulations with a UV stabilizer package were tested and compared to the formulations without a UV stabilizer package. Table 9 shows the formulations that were used for this investigation.
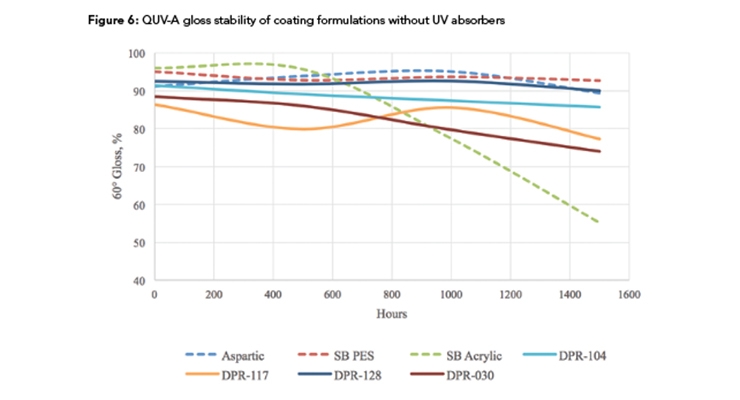
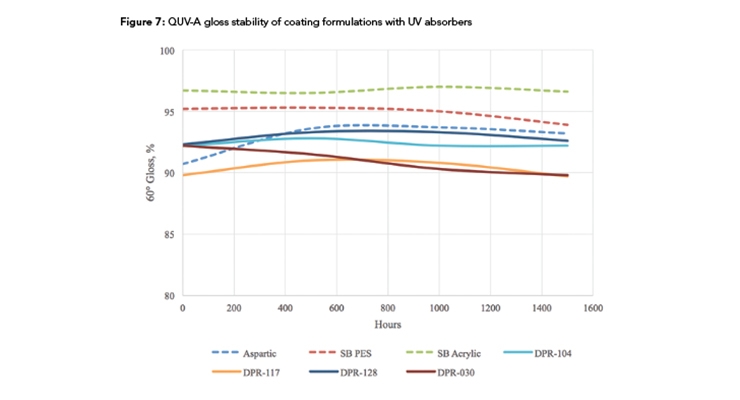
Each formulation was subjected to 1500 hours of QUV-A exposure and monitored at various time periods. Figures 6 and 7 show the results of gloss retention after this time for formulations with and without UV stabilizers.
Figure 6 shows that DPR-104 and DPR-128 had slight decreases in their gloss in formulations without UV stabilizers. Decrease in gloss with DPR-117 and DPR-128 was more pronounced than other systems. For the standards, the gloss of acrylic resin systems significantly decreased while the other two standards were relatively stable. Coatings from DPR-104 and DPR-128 had comparable gloss stability to the aspartic and SB PES coatings. Overall, the developmental polyol systems exhibited good gloss retention during this exposure period without UV stabilizers
The addition of the UV stabilizers in all the formulations minimized gloss change. This exposure will be continued for a minimum of 3000 hours to determine how well the standards and developmental systems perform.
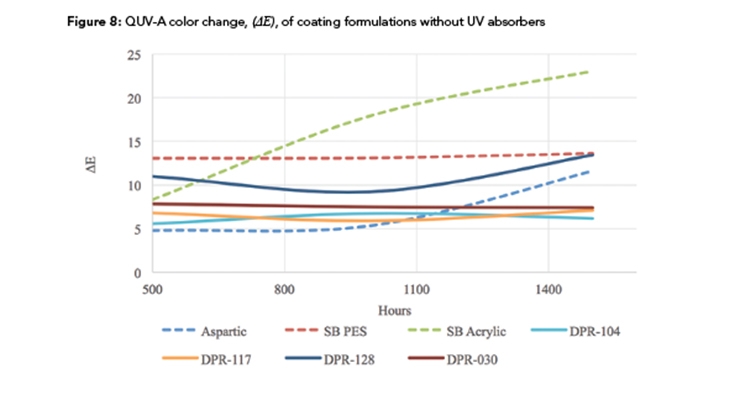
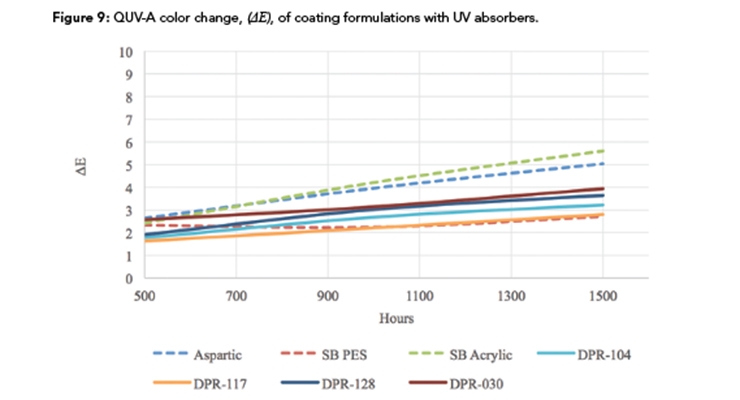
Figures 8 and 9 show the color change for the same formulations.
Not surprisingly, Figure 8 shows a larger color change with all the systems tested without UV stabilizers compared to Figure 9 which contained a UV stabilizer package. The developmental polyol formulations exhibited less color change compared to the aspartic and acrylic standards. Overall, the color stability was relatively constant after 1500 hours for DPR-104, -117 and -030 systems even without UV stabilizers. The acrylic resin formulation had the largest color change of the standard formulations. The aspartic resin formulation had a larger color change after 1500 hours.
When UV stabilizers were added to formulations, Figure 9 shows all formulations experienced color changes between 2-5 ∆E units. The aspartic and acrylic coatings systems were on the higher end of this range. When these materials included a UV stabilizer package and were compared to standards with the same UV stabilizer package, the gloss retention and color change were very similar.
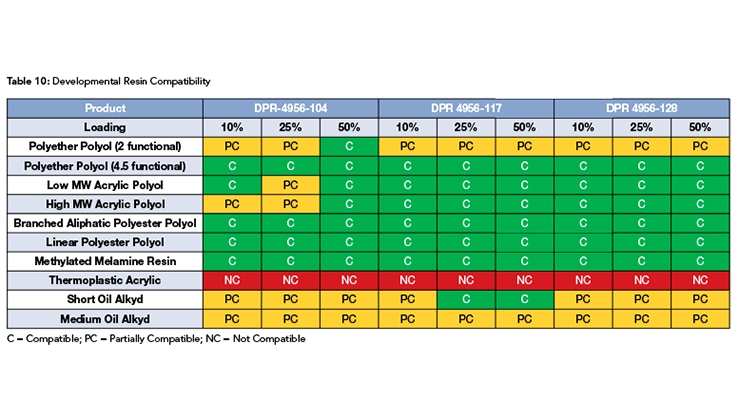
Visible compatibilities with other resin types were investigated using
DPR-104, -117 and -128. In this study, each developmental polyol was blended with the specified amount of commercial resin as supplied. The mixtures were blended by hand for 5 minutes, allowed to rest for 24 hours and then visually inspected. Compatible mixtures constituted fully miscible resins with no separation, Partially Compatible indicates hazy mixtures and Not Compatible designates a mixture that has phase separated. Table 10 summarizes the results and shows that the three Stepan developmental resins were compatible with most of the resin systems tested. The percent resin shown in the table is the amount of the commercial resin by weight, as supplied, that was used to blend with the developmental polyols. This information could be useful to coating manufacturers formulating finishes based on multiple resin systems.
Conclusion
This paper has shown that the four Stepan developmental polyester polyols, DPR 4956-104, -117, -128 and DPR 5284-030, have lower viscosities than common commercial standard resins used for industrial flooring and preventative maintenance applications which translates into lower VOC content for coating formulations. In general, these resins provided higher coating hardness compared to the standard resins that were evaluated. These new polyols also had better Taber abrasion resistance compared to the commercial standards. Improved chemical resistance against SKYDROL, xylene and ethanol when compared to aspartic, solventborne acrylic resin and the PES/PET resins was observed. In general, the new products have comparable chemical resistance to the industrial standards. In terms of adhesion, the new polyols exhibited excellent bonding to a wide range of metal and plastic substrates while the mechanical properties were comparable to the standard solventborne PES resin. After 1500 hours of weathering, the new developmental polyols have shown comparable or better gloss retention and color change which allows them to be used potentially in exterior applications. The new resins also showed good compatibility with other standard coating resins.
Overall, the developmental resins have comparable or better performance than the commercial resins typically being used for industrial floor and maintenance applications. These new resins can be used by themselves or to modify existing formulations by reducing the viscosity of the system and lowering the VOC level without a meaningful reduction in coating performance.
References
1. Jones, Frank N., et al. “18.” Organic Coatings: Science and Technology, John Wiley & Sons, Inc., 2017.
2. Cogar, J. Paint and Coatings Industry, 2015, January 6. www.pcimag.com/events (accessed on November 14, 2017.
Formulators are required to comply with increasingly stringent VOC regulations and, at the same time, maintain the performance characteristics expected from the coating system. Traditionally, there have been three ways to reduce VOCs in coatings: by moving toward waterborne formulations, making higher solids coatings, or using “exempt” solvents. Waterborne technology greatly reduces the VOC content, but commonly lags behind the performance of solventborne coatings, while high solid systems are typically less economical per gallon. Systems containing exempt solvents can only be used from a regulatory point of view in specific areas of the globe. In order to overcome these challenges, we developed a new set of polyester polyols with low room temperature viscosities that reduce VOC content in coating formulations and provide excellent coating characteristics. This work demonstrates the use of these polyols in 2K polyurethane solventborne low VOC systems and describes their performance characteristics in preventative maintenance and floor coatings. This paper includes discussion of the adhesion to various metals and plastics, extended weatherability performance and starting point formulations.
Introduction
For years, coating formulators have been looking for ways to reduce the VOC level in coatings by increasing solids content, using waterborne technology and “exempt” solvents while maintaining adequate performance for the specific application. VOC regulations vary greatly in different regions of the world, which can increase the complexity and types of coating formulations for a particular application.1,2 Reduction of the VOC level allows compliance with these regulations, but in many cases, the coating performance declines.
Polyurethane is a versatile type of coating system that is used in a variety of applications such as flooring, metal, pipe and aircraft coatings. In polyurethane coatings, the ability to use different types of isocyanates and polyols provides a formulator with a wide latitude of materials to customize systems for a particular application. Several different chemistries are commonly used to produce urethane coatings, both solvent-based and water-based. Generally, solvent-based systems are highly regarded for their overall performance but can have less utility because of regulatory guidelines restricting the amount of VOC released to the environment. For solvent-based technologies, the reduction of solvent content while maintaining high performance is desired.
Current solventborne resin solutions used for flooring and preventative maintenance applications commonly contain over 30% solvent by weight in order to achieve workable viscosities. Solvent-free resins available today that are designed to be cross-linked with isocyanates include aspartic esters and polyether/polyester hybrids. Although these resins can reduce the viscosity and VOC levels in floor and industrial maintenance coatings, they may lack some of the other coating properties and processing advantages polyesters provide such as longer pot life, abrasion and solvent resistance.
We developed several polyester polyols that significantly reduce VOC levels in 2K solventborne polyurethane coatings, which give comparable or improved performance compared to existing resins that are commonly used for flooring and preventative maintenance applications. This paper details the formulation and performance properties of coatings made with these new resins.
Experimental
In this investigation, several industrial standard resins were used as controls. Standard resins are listed in Table 1 and were used as supplied.
A series of new, high-performance polyester polyols were synthesized that have low viscosity (<10,000 cP at 25 °C) and high functionality (>2) in order to both reduce the VOC level and maintain and/or improve the properties in 2K solventborne coatings. Table 2 summarizes the properties of the resins.
Table 3 shows the generic coating formulations used to make the 2K solventborne polyurethane coatings used in this study. Here, n-butyl acetate was used to adjust activated coating viscosities to 1000 cP at 25 °C when blended with a standard HDI polyisocyanate at a stoichiometric mix of 1 to 1. A standard solventborne polyester polyol (SB PES standard), standard solventborne high solids acrylic polyol (SB Acrylic standard), and a low viscosity polyether-polyester hybrid resin (PES/PET standard), were formulated in the same manner.
To reduce carbon dioxide formation from the reaction of isocyanates and water, the developmental resin formulations used an oxazolidine moisture scavenger. Air release agents and defoamers were added to the formulation to provide a defect-free film. After addition of the drying agent, mixtures were stirred for 15 minutes and allowed to rest at room temperature for a minimum of 18 hours. The remaining ingredients were then added and mixed for 15 minutes. The desired amount of isocyanate was then added to the polyol mixture and stirred at room temperature for 5 minutes. A small amount of activated polyurethane mixture was poured on S-16 steel specimen plates (Taber Industries, 4” x 4”), and cold rolled steel pre-painted panels (Q-Panel, .007” x 4” x 6”, Stock No. WW-46) and the mixture drawn down with a 150 micron wire-wound drawdown bar. The coatings were allowed to cure for a minimum of 7 days before testing.
In addition to the above formulation, aspartic ester (aspartic) and cycloaliphatic amine epoxy (epoxy) formulations were developed for comparison purposes. Tables 4 and 5 detail these formulations.
Table 6 shows the ASTM standards used to evaluate all coatings systems.
VOC calculations were completed using the South Coast Air Quality Management VOC Calculator (http://www.aqmd.gov/home/regulations/compliance/vocs/calculations). Taber abrasion testing used a CS-17 wheel with a 1 Kg load for 1000 cycles.
Chemical resistance testing was completed by making a ~3.5 g composite sample using the standard formulation, allowing it to cure for at least 7 days and then immersing into the desired testing solution for 4 weeks. The sample weight change was measured periodically and the results after four weeks were recorded. Samples destroyed before 4 weeks are noted in graphs (Figure 5). The numbers in the graphs represent the percent weight change of each sample after the duration of the test. The chemical resistance test is shown in Picture 1.
Weathering testing was done using a QUV Accelerated Weathering Tester (Q-Lab) using UVA 340 lamps. Color change (∆E) and 60° gloss were monitored over a 1500 hour period. Gloss measurements were performed using a BYK-Gardner Micro-TRI-Gloss meter. An X-Rite spectrophotometer was used for color measurements.
Results and Discussion
VOC content for each resin system was calculated by mixing a stoichiometric amount of curing agent (isocyanate or amine for the epoxy) and adding n-butyl acetate until the mixture reached 1000 cP at room temperature. VOCs were then calculated based on the 1000 cP formulation. Results are reported in Figure 1.
As Figure 1 shows, the four developmental polyols have lower VOC content than the solventborne polyester and acrylic polyol standards and are comparable to the aspartic and the hybrid polyester/polyether formulations. The epoxy resin formulation is 100% solids and has very little, if any, VOCs associated with it.
Cured coatings were evaluated for hardness. Shore D and pencil hardness were measured for each system for comparison. Results are reported in Figures 2 and 3.
Coatings prepared with DPR-104, -117, -128 and -030 had higher Shore D hardness compared to the aspartic, solventborne polyester and acrylic based resins. These had comparable hardness to the polyester/polyether standard and were softer than the epoxy-based system.
Pencil hardness of coatings based on our four new polyols had higher hardness than the polyester/polyether hybrid. Coatings made from DPR-104, -117 or -128 had higher hardness than the acrylic based resin and were comparable to the solventborne polyester resin. Results indicate that our new resins can produce coatings with comparable or higher hardness than the commercial standard polyols used for flooring and maintenance coating applications.
Additional experiments blending oxazolidine reactive diluents with DPR-104 resin increased hardness of the system compared to unmodified formulations. The addition of 20% oxazolidine to DPR-104 increased the Shore D hardness from 61 to 77, thus indicating that the addition of other reactive materials can enhance performance properties of the coating system and provide more latitude to coating formulators.
Abrasion resistance of each system was compared using the Taber® Abraser. Results are given in Figure 4.
Coatings from all four of our developmental resins had superior abrasion resistance as compared with the standards. These resins would provide excellent performance in applications requiring high abrasion resistance.
The chemical resistance of the new coating resins was tested against acids, bases, solvents, fluids and water as described in the Experimental section. Figure 5 illustrates results of these tests.
Coatings made from the new products offered comparable weight change performance to the standard resins for the mineral acids. The DPR-117 coating provided the best overall acid resistance, in particular with hydrochloric and sulfuric where it was better than the standards. For the base resistance testing, the new polyols showed comparable alkali resistance to the solventborne PES and acrylic standards, but were not as good as the other three standard resins. Comparable or less weight loss in water was seen for our four new resins compared to the solventborne PES and acrylic standards.
The DPR-104 sample had comparable xylene resistance to the solventborne PES standard while the three other new Stepan polyols performed better than the aspartic, epoxy, acrylic and polyester/polyether resin standards. Ethanol resistance was better for the four new resins compared to the aspartic and PES/PET standard but was not as good as the other standard resins. For fluid resistance, DPR-104 delivered the best SKYDROL resistance of the new polyol resins. DPR-104–based coatings provided better SKYDROL resistance than the aspartic and polyester/polyether standards but was not as good as the acrylic resin system.
Our new polyols were tested for adhesion on a variety of substrates. Table 7 summarizes the results.
Overall, the adhesive results with the new Stepan polyols exhibited better adhesion to various substrates than the standards. In particular, Table 7 shows the DPR-128 had the highest adhesive rating of 5B for all substrates that were tested. Coatings made with the new polyol resins had excellent adhesion to metal substrates with the exception of galvanized steel. Bonding to plastics was significantly better with the new resin formulations compared to the control formulations.
The mechanical properties of the new polyurethane systems were compared to selected standards and the results are shown in Table 8.
Three out of the four developmental polyurethane systems had comparable mechanical properties to the solventborne PES standard system. Tensile strength and modulus were higher for our new resin formulations compared to the acrylic resin control. The PES/PET standard system had higher tensile strength and modulus than the new polyol systems but lower elongation than DPR-104. Both the SB PES standard and SB Acrylic systems have higher VOC levels and the PES/PET standard did not have as good chemical resistance or abrasion resistance as the new resin formulation.
The new polyurethane coating systems were evaluated for extended weathering. In this study, formulations with and without UV stabilizers were used. The formulations without the UV stabilizer package were completed to examine how the new resin and standard formulations would change under the prescribed conditions. Formulations with a UV stabilizer package were tested and compared to the formulations without a UV stabilizer package. Table 9 shows the formulations that were used for this investigation.
Each formulation was subjected to 1500 hours of QUV-A exposure and monitored at various time periods. Figures 6 and 7 show the results of gloss retention after this time for formulations with and without UV stabilizers.
Figure 6 shows that DPR-104 and DPR-128 had slight decreases in their gloss in formulations without UV stabilizers. Decrease in gloss with DPR-117 and DPR-128 was more pronounced than other systems. For the standards, the gloss of acrylic resin systems significantly decreased while the other two standards were relatively stable. Coatings from DPR-104 and DPR-128 had comparable gloss stability to the aspartic and SB PES coatings. Overall, the developmental polyol systems exhibited good gloss retention during this exposure period without UV stabilizers
The addition of the UV stabilizers in all the formulations minimized gloss change. This exposure will be continued for a minimum of 3000 hours to determine how well the standards and developmental systems perform.
Figures 8 and 9 show the color change for the same formulations.
Not surprisingly, Figure 8 shows a larger color change with all the systems tested without UV stabilizers compared to Figure 9 which contained a UV stabilizer package. The developmental polyol formulations exhibited less color change compared to the aspartic and acrylic standards. Overall, the color stability was relatively constant after 1500 hours for DPR-104, -117 and -030 systems even without UV stabilizers. The acrylic resin formulation had the largest color change of the standard formulations. The aspartic resin formulation had a larger color change after 1500 hours.
When UV stabilizers were added to formulations, Figure 9 shows all formulations experienced color changes between 2-5 ∆E units. The aspartic and acrylic coatings systems were on the higher end of this range. When these materials included a UV stabilizer package and were compared to standards with the same UV stabilizer package, the gloss retention and color change were very similar.
Visible compatibilities with other resin types were investigated using
DPR-104, -117 and -128. In this study, each developmental polyol was blended with the specified amount of commercial resin as supplied. The mixtures were blended by hand for 5 minutes, allowed to rest for 24 hours and then visually inspected. Compatible mixtures constituted fully miscible resins with no separation, Partially Compatible indicates hazy mixtures and Not Compatible designates a mixture that has phase separated. Table 10 summarizes the results and shows that the three Stepan developmental resins were compatible with most of the resin systems tested. The percent resin shown in the table is the amount of the commercial resin by weight, as supplied, that was used to blend with the developmental polyols. This information could be useful to coating manufacturers formulating finishes based on multiple resin systems.
Conclusion
This paper has shown that the four Stepan developmental polyester polyols, DPR 4956-104, -117, -128 and DPR 5284-030, have lower viscosities than common commercial standard resins used for industrial flooring and preventative maintenance applications which translates into lower VOC content for coating formulations. In general, these resins provided higher coating hardness compared to the standard resins that were evaluated. These new polyols also had better Taber abrasion resistance compared to the commercial standards. Improved chemical resistance against SKYDROL, xylene and ethanol when compared to aspartic, solventborne acrylic resin and the PES/PET resins was observed. In general, the new products have comparable chemical resistance to the industrial standards. In terms of adhesion, the new polyols exhibited excellent bonding to a wide range of metal and plastic substrates while the mechanical properties were comparable to the standard solventborne PES resin. After 1500 hours of weathering, the new developmental polyols have shown comparable or better gloss retention and color change which allows them to be used potentially in exterior applications. The new resins also showed good compatibility with other standard coating resins.
Overall, the developmental resins have comparable or better performance than the commercial resins typically being used for industrial floor and maintenance applications. These new resins can be used by themselves or to modify existing formulations by reducing the viscosity of the system and lowering the VOC level without a meaningful reduction in coating performance.
References
1. Jones, Frank N., et al. “18.” Organic Coatings: Science and Technology, John Wiley & Sons, Inc., 2017.
2. Cogar, J. Paint and Coatings Industry, 2015, January 6. www.pcimag.com/events (accessed on November 14, 2017.